6 v& \! y( b8 R- E, c
д»ҠеӨ©е’ҢеӨ§е®¶иҒҠдёҖиҒҠе…ідәҺеҠ е·ҘдёӯеҝғеҲҖжҹ„зҡ„зҹҘиҜҶгҖӮеҰӮд»Ҡж•°жҺ§жңәеәҠеңЁе·ҘеҺӮйҮҢеҫ—еҲ°дәҶе№ҝжіӣзҡ„еә”з”ЁпјҢиҝҷдәӣжңәеәҠе’ҢдҪҝз”Ёзҡ„е·Ҙе…·жқҘиҮӘдё–з•Ңеҗ„ең°пјҢжңүзқҖдёҚеҗҢзҡ„еһӢеҸ·е’Ңж ҮеҮҶгҖӮдҪ зҹҘйҒ“еҠ е·ҘдёӯеҝғBTеҲҖжҹ„дёӯзҡ„7:24жҳҜд»Җд№Ҳж„ҸжҖқеҗ—пјҹдҪ еҸҲзҹҘйҒ“BTгҖҒNTгҖҒJTгҖҒITгҖҒCATжҳҜд»Җд№Ҳж ҮеҮҶеҗ—пјҹ
# |) t4 u( p- i
еҲҖжҹ„жҳҜжңәеәҠе’ҢеҲҖе…·зҡ„иҝһжҺҘдҪ“пјҢеҲҖжҹ„жҳҜеҪұе“ҚеҗҢеҝғеәҰе’ҢеҠЁе№іиЎЎдёҖдёӘе…ій”®зҺҜиҠӮпјҢеҚғдёҮдёҚиғҪе°Ҷе®ғеҪ“жҲҗдёҖиҲ¬зҡ„йғЁд»¶жқҘзңӢеҫ…гҖӮеҗҢеҝғеәҰеҸҜд»ҘеҶіе®ҡеҲҖе…·еңЁж—ӢиҪ¬дёҖе‘Ёзҡ„жғ…еҶөдёӢеҗ„еҲҮеҲғйғЁеҲҶзҡ„еҲҮеүҠйҮҸжҳҜеҗҰеқҮеҢҖпјӣеңЁдё»иҪҙж—ӢиҪ¬ж—¶еҠЁдёҚе№іиЎЎе°Ҷдә§з”ҹе‘ЁжңҹжҖ§зҡ„йңҮеҠЁгҖӮ
6 ]9 ^) T8 C. R. G0 K/ S$ l

2 E: y0 i) t. u5 `) o& N ж №жҚ®дё»иҪҙй”Ҙеӯ”еҲҶдёӨеӨ§зұ»
2 F: A8 e. f3 S! L2 m
жҢүеҠ е·Ҙдёӯеҝғдё»иҪҙиЈ…еҲҖеӯ”зҡ„й”ҘеәҰйҖҡеёёеҲҶдёәдёӨеӨ§зұ»пјҡ
: [; H) L2 n6 U- f9 V: p
й”ҘеәҰдёә7: 24зҡ„SKйҖҡз”ЁеҲҖжҹ„
) h6 C7 _4 e7 m' g" y; D( S. Q3 s й”ҘеәҰдёә1: 10зҡ„HSKзңҹз©әеҲҖжҹ„
; a( M6 s0 Q: k5 u% x6 i3 f# r в–Ң й”ҘеәҰдёә7: 24зҡ„SKйҖҡз”ЁеҲҖжҹ„
! @" e. y- i! A: m
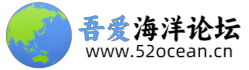
7пјҡ24жҢҮзҡ„жҳҜеҲҖжҹ„й”ҘеәҰдёә7пјҡ24пјҢдёәеҚ•зӢ¬зҡ„й”Ҙйқўе®ҡдҪҚпјҢй”Ҙжҹ„иҫғй•ҝгҖӮй”ҘдҪ“иЎЁйқўеҗҢж—¶иҰҒиө·дёӨдёӘйҮҚиҰҒдҪңз”ЁпјҢеҚіеҲҖжҹ„зӣёеҜ№дәҺдё»иҪҙзҡ„зІҫзЎ®е®ҡдҪҚд»ҘеҸҠе®һзҺ°еҲҖжҹ„еӨ№зҙ§гҖӮ
5 v) {& f1 `* t( y4 N 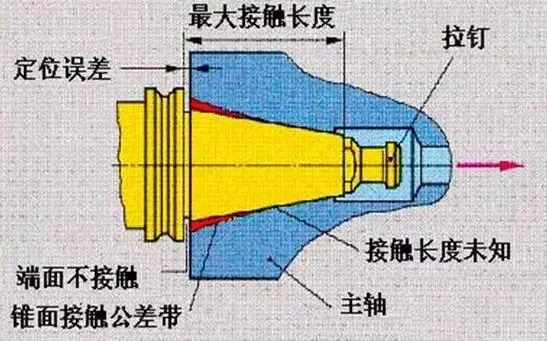
' ^+ `- T- O$ C$ n5 e( M# Y
дјҳзӮ№пјҡдёҚиҮӘй”ҒпјҢеҸҜд»Ҙе®һзҺ°еҝ«йҖҹиЈ…еҚёеҲҖе…·пјӣеҲ¶йҖ еҲҖжҹ„еҸӘиҰҒе°Ҷй”Ҙи§’еҠ е·ҘеҲ°й«ҳзІҫеәҰеҚіеҸҜдҝқиҜҒиҝһжҺҘзҡ„зІҫеәҰпјҢжүҖд»ҘеҲҖжҹ„жҲҗжң¬зӣёеҜ№иҫғдҪҺгҖӮ
# s- Y) R6 ]# r y9 w8 \/ \1 S. o зјәзӮ№пјҡеңЁй«ҳйҖҹж—ӢиҪ¬ж—¶дё»иҪҙеүҚз«Ҝй”Ҙеӯ”дјҡеҸ‘з”ҹиҶЁиғҖпјҢиҶЁиғҖйҮҸзҡ„еӨ§е°ҸйҡҸзқҖж—ӢиҪ¬еҚҠеҫ„дёҺиҪ¬йҖҹзҡ„еўһеӨ§иҖҢеўһеӨ§пјҢй”ҘеәҰиҝһжҺҘеҲҡеәҰдјҡйҷҚдҪҺпјҢеңЁжӢүжқҶжӢүеҠӣзҡ„дҪңз”ЁдёӢпјҢеҲҖжҹ„зҡ„иҪҙеҗ‘дҪҚ移д№ҹдјҡеҸ‘з”ҹж”№еҸҳгҖӮжҜҸж¬ЎжҚўеҲҖеҗҺеҲҖжҹ„зҡ„еҫ„еҗ‘е°әеҜёйғҪдјҡеҸ‘з”ҹж”№еҸҳпјҢеӯҳеңЁзқҖйҮҚеӨҚе®ҡдҪҚзІҫеәҰдёҚзЁіе®ҡзҡ„й—®йўҳгҖӮ
E) ]7 S O3 B5 f6 ?- y
й”ҘеәҰдёә7:24зҡ„йҖҡз”ЁеҲҖжҹ„йҖҡеёёжңүдә”з§Қж ҮеҮҶе’Ңи§„ж јпјҡ
- \% P! ^5 {2 s4 C
1. еӣҪйҷ…ж ҮеҮҶ IS0 7388/1 пјҲз®Җз§°IVжҲ–ITпјү
- @6 L4 D4 h" ?; f' r2 X9 W9 M 2. ж—Ҙжң¬ж ҮеҮҶ MAS BTпјҲз®Җз§°BTпјү
5 M. j) o' r l( h6 {, G
3. еҫ·еӣҪж ҮеҮҶ DIN 2080еһӢпјҲз®Җз§° NTжҲ–STпјү
' {5 l* W4 C+ }! k 4. зҫҺеӣҪж ҮеҮҶ ANSI/ASMEпјҲз®Җз§°CATпјү
2 S( \0 o( w1 v0 k' i2 ^
5. DIN 69871 еһӢпјҲз®Җз§°JTгҖҒDINгҖҒDATжҲ–иҖ…DVпјү
* M- C4 `- k% g" U
жӢүзҙ§ж–№ејҸпјҡ
& n# g% y# ~- E! K5 D# c
NTеһӢеҲҖжҹ„жҳҜеңЁдј з»ҹеһӢжңәеәҠдёҠйҖҡиҝҮжӢүжқҶе°ҶеҲҖжҹ„жӢүзҙ§пјҢеӣҪеҶ…д№ҹз§°дёәSTпјӣе…¶е®ғеӣӣз§ҚеҲҖжҹ„еқҮжҳҜеңЁеҠ е·ҘдёӯеҝғдёҠйҖҡиҝҮеҲҖжҹ„е°ҫйғЁзҡ„жӢүй’үе°ҶеҲҖжҹ„жӢүзҙ§гҖӮ
" Y* Y$ f7 H& a
йҖҡз”ЁжҖ§пјҡ
8 }3 W. W5 T3 L! S
1пјүзӣ®еүҚеӣҪеҶ…дҪҝз”ЁжңҖеӨҡзҡ„жҳҜDIN 69871еһӢпјҲеҚіJTпјүе’Ңж—Ҙжң¬MAS BT еһӢдёӨз§ҚеҲҖжҹ„пјӣ
# t1 f/ c# E+ k; F4 f) t
2пјүDIN 69871еһӢзҡ„еҲҖжҹ„иҝҳеҸҜд»Ҙе®үиЈ…еңЁANSI/ASMEдё»иҪҙй”Ҙеӯ”зҡ„жңәеәҠдёҠпјӣ
; L/ b5 Y' y; N0 | 3пјүеӣҪйҷ…ж ҮеҮҶIS0 7388/1еһӢзҡ„еҲҖжҹ„иҝҳеҸҜд»Ҙе®үиЈ…еңЁDIN 69871еһӢгҖҒANSI/ASMEдё»иҪҙй”Ҙеӯ”зҡ„жңәеәҠдёҠпјҢжүҖд»Ҙе°ұйҖҡз”ЁжҖ§иҖҢиЁҖпјҢIS0 7388/1еһӢзҡ„еҲҖжҹ„жҳҜжңҖеҘҪзҡ„гҖӮ
+ q+ ^% R$ ]; a4 h! N; H |
в–Ң й”ҘеәҰдёә1: 10зҡ„HSKзңҹз©әеҲҖжҹ„
0 k" _* q3 `* x$ B) l7 i9 G
HSKзңҹз©әеҲҖжҹ„йқ еҲҖжҹ„зҡ„еј№жҖ§еҸҳеҪўпјҢдёҚдҪҶеҲҖжҹ„зҡ„1:10й”ҘйқўдёҺжңәеәҠдё»иҪҙеӯ”зҡ„1:10й”ҘйқўжҺҘи§ҰпјҢиҖҢдё”дҪҝеҲҖжҹ„зҡ„жі•е…°зӣҳйқўдёҺдё»иҪҙйқўд№ҹзҙ§еҜҶжҺҘи§ҰпјҢиҝҷз§ҚеҸҢйқўжҺҘи§Ұзі»з»ҹеңЁй«ҳйҖҹеҠ е·ҘгҖҒиҝһжҺҘеҲҡжҖ§е’ҢйҮҚеҗҲзІҫеәҰдёҠеқҮдјҳдәҺ7:24зҡ„йҖҡз”ЁеҲҖжҹ„гҖӮ
( l2 m! z, Z* G2 l" N" S9 a" ? 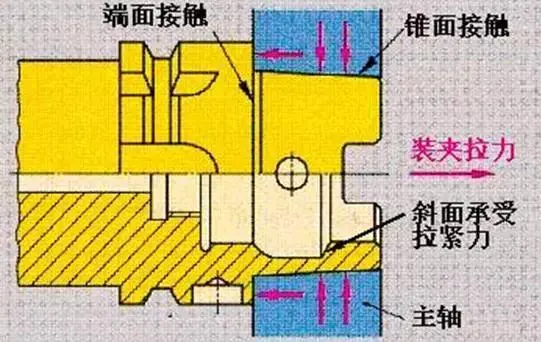
4 D" w3 H3 c. p% x/ E6 `
HSKзңҹз©әеҲҖжҹ„иғҪеӨҹжҸҗй«ҳзі»з»ҹзҡ„еҲҡжҖ§е’ҢзЁіе®ҡжҖ§д»ҘеҸҠеңЁй«ҳйҖҹеҠ е·Ҙж—¶зҡ„дә§е“ҒзІҫеәҰпјҢ并缩зҹӯеҲҖе…·жӣҙжҚўзҡ„ж—¶й—ҙпјҢеңЁй«ҳйҖҹеҠ е·ҘдёӯеҸ‘жҢҘеҫҲйҮҚиҰҒзҡ„дҪңз”ЁпјҢе…¶йҖӮеә”жңәеәҠдё»иҪҙиҪ¬йҖҹиҫҫеҲ°60,000иҪ¬/еҲҶгҖӮHSKе·Ҙе…·зі»з»ҹжӯЈеңЁиў«е№ҝжіӣз”ЁдәҺиҲӘз©әиҲӘеӨ©гҖҒжұҪиҪҰгҖҒзІҫеҜҶжЁЎе…·зӯүеҲ¶йҖ е·Ҙдёҡд№ӢдёӯгҖӮ
4 F& x: o7 v, b HSKеҲҖжҹ„жңүAеһӢгҖҒBеһӢгҖҒCеһӢгҖҒDеһӢгҖҒEеһӢгҖҒFеһӢзӯүеӨҡз§Қи§„ж јпјҢе…¶дёӯеёёз”ЁдәҺеҠ е·Ҙдёӯеҝғ(иҮӘеҠЁжҚўеҲҖ)дёҠзҡ„жңүAеһӢгҖҒEеһӢе’ҢFеһӢгҖӮ
- p* ^* h4 i% F3 [- z) \1 |5 O. O AеһӢе’ҢEеһӢзҡ„жңҖеӨ§еҢәеҲ«пјҡ
z9 M# D4 m% Y& ?4 ~8 C' Y
1. AеһӢжңүдј еҠЁж§ҪиҖҢEеһӢжІЎжңүгҖӮжүҖд»ҘзӣёеҜ№жқҘиҜҙAеһӢдј йҖ’жүӯзҹ©иҫғеӨ§пјҢзӣёеҜ№еҸҜиҝӣиЎҢдёҖдәӣйҮҚеҲҮеүҠгҖӮиҖҢEеһӢдј йҖ’зҡ„жүӯзҹ©е°ұжҜ”иҫғе°ҸпјҢеҸӘиғҪиҝӣиЎҢдёҖдәӣиҪ»еҲҮеүҠгҖӮ
* N3 j& k0 g0 u6 I+ M4 ` 2. AеһӢеҲҖжҹ„дёҠйҷӨжңүдј еҠЁж§Ҫд№ӢеӨ–пјҢиҝҳжңүжүӢеҠЁеӣәе®ҡеӯ”гҖҒж–№еҗ‘ж§ҪзӯүпјҢжүҖд»ҘзӣёеҜ№жқҘиҜҙе№іиЎЎжҖ§иҫғе·®гҖӮиҖҢEеһӢжІЎжңүпјҢжүҖд»ҘEеһӢжӣҙйҖӮеҗҲдәҺй«ҳйҖҹеҠ е·ҘгҖӮEеһӢе’ҢFеһӢзҡ„жңәжһ„е®Ңе…ЁдёҖиҮҙпјҢе®ғ们зҡ„еҢәеҲ«еңЁдәҺпјҡеҗҢж ·з§°е‘јзҡ„EеһӢе’ҢFеһӢеҲҖжҹ„(жҜ”еҰӮE63е’ҢF63)пјҢFеһӢеҲҖжҹ„зҡ„й”ҘйғЁиҰҒе°ҸдёҖеҸ·гҖӮд№ҹе°ұжҳҜиҜҙE63е’ҢF63зҡ„жі•е…°зӣҙеҫ„йғҪжҳҜПҶ63пјҢдҪҶF63зҡ„й”ҘйғЁе°әеҜёеҸӘе’ҢE50зҡ„е°әеҜёдёҖж ·гҖӮжүҖд»Ҙе’ҢE63зӣёжҜ”пјҢ F63зҡ„иҪ¬йҖҹдјҡжӣҙеҝ«(дё»иҪҙиҪҙжүҝе°Ҹ)гҖӮ
" L1 x1 r; ~" u+ z9 I еҲҖжҹ„зҡ„иЈ…еҲҖеҪўејҸ
. T! \1 Y# S' M' s% B$ A C# L
в–Ң еј№з°§еӨ№еӨҙеҲҖжҹ„
8 K' S8 ^+ O3 O5 [3 ? дё»иҰҒз”ЁдәҺй’»еӨҙгҖҒй“ЈеҲҖгҖҒдёқй”Ҙзӯүзӣҙжҹ„еҲҖе…·еҸҠе·Ҙе…·зҡ„иЈ…еӨ№пјҢеҚЎз°§еј№жҖ§еҸҳеҪўйҮҸ1mmпјҢеӨ№жҢҒиҢғеӣҙеңЁзӣҙеҫ„ 0.5~32mmгҖӮ
4 y, c5 ^* v V
в–Ң ж¶ІеҺӢеӨ№еӨҙ
4 Q7 u: S" R. N- J. y0 |9 B+ T8 x A- й”Ғзҙ§иһәй’үпјҢдҪҝз”ЁеҶ…е…ӯи§’жүіжүӢе°Ҷй”Ғзҙ§иһәй’үжӢ§зҙ§пјӣ
~; ~" K+ G0 x% ~* ]) w B- й”Ғзҙ§жҙ»еЎһпјҢе°Ҷж¶ІеҺӢеӘ’иҙЁеҺӢе…ҘиҶЁиғҖе®Өпјӣ
$ ?! j1 y. g( l$ F- b( m: {
C- иҶЁиғҖе®ӨпјҢеҸ—ж¶ІдҪ“жҢӨеҺӢдә§з”ҹеҺӢеҠӣпјӣ
5 W1 a5 \3 g1 X( `: l D- и–„иҶЁиғҖиЎ¬еҘ—пјҢеңЁй”Ғзҙ§иҝҮзЁӢдёӯдҪҝеҲҖе…·иЈ…еӨ№жқҶдёӯеҝғе®ҡдҪҚ并еқҮеҢҖеҢ…з»ңгҖӮ
6 j* c/ k0 V: {; J7 o0 y
E- зү№ж®ҠеҜҶе°Ғ件пјҢзЎ®дҝқзҗҶжғізҡ„еҜҶе°Ғе’Ңй•ҝзҡ„дҪҝз”ЁеҜҝе‘ҪгҖӮ
! d e: I h8 T9 U& J7 E$ U 
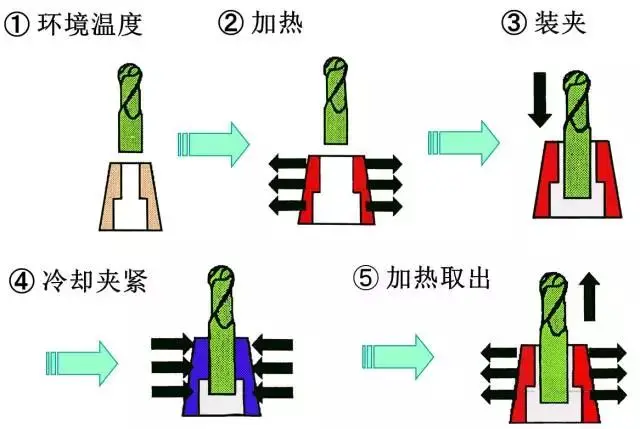
, @, w6 v: [4 \2 Q1 U в–Ң еҠ зғӯеҲҖжҹ„
0 s6 O- E* S3 ~7 }8 a; j f, p$ s еә”з”Ёж„ҹеә”еҠ зғӯжҠҖжңҜеҠ зғӯеҲҖжҹ„дёҠеҲҖе…·иЈ…еӨ№йғЁдҪҚпјҢдҪҝе®ғзҡ„зӣҙеҫ„дјҡиҶЁиғҖпјҢеҶҚе°ҶеҶ·зҡ„еҲҖжқҶж”ҫе…Ҙзғӯзҡ„еҲҖжҹ„гҖӮеҠ зғӯеҲҖжҹ„еӨ№зҙ§еҠӣеӨ§пјҢеҠЁе№іиЎЎеҘҪпјҢйҖӮеҗҲдәҺй«ҳйҖҹеҠ е·ҘгҖӮйҮҚеӨҚе®ҡдҪҚзІҫеәҰй«ҳпјҢдёҖиҲ¬еңЁ2Ојmд»ҘеҶ…пјҢеҫ„еҗ‘и·іеҠЁеңЁ5Ојmд»ҘеҶ…пјӣжҠ—жұЎиғҪеҠӣеҘҪпјҢеңЁеҠ е·ҘдёӯйҳІе№Іж¶үиғҪеҠӣеҘҪгҖӮдҪҶжҳҜпјҢжҜҸз§Қи§„ж јеҲҖжҹ„еҸӘйҖӮе®үиЈ…дёҖз§Қжҹ„еҫ„зҡ„еҲҖе…·пјҢйңҖй…ҚзҪ®дёҖеҘ—еҠ зғӯи®ҫеӨҮгҖӮ
9 o5 s4 C7 z9 b9 f' l
зғӯзј©еһӢеҲҖжҹ„иЈ…еӨ№еҺҹзҗҶпјҡ
+ e" i4 Q0 Q6 E* ^
n( F. ~% Q- b6 U U" B
еҲҖжҹ„е…ЁйқўиҜ„дј°жҜ”еҜ№пјҡ
. K# [% g7 J4 ] u. d% p- E0 x 
; Y! x; T0 e& ]: F$ w
в–Ң е…¶д»–еһӢејҸеҲҖжҹ„
7 a8 G1 O% d5 V

$ Z A! _! h, z" g% Y2 M2 @