|
2 {0 b; Z& k: I: E' F 原标题:完整加工,提高可持续性 ( J3 e$ Z. N+ B+ J9 W9 k/ Y
4 E/ J* E. F7 r1 G$ D. N- a$ v 可持续性是当前工业界尤为关注的话题。除了众多组织流程的优化之外,零件的整体加工也是提高生产效率、进而实现可持续发展的主要技术解决方案之一。
' `% M# n; q7 e. j 大多数精密刀具专家及磨床和加工中心制造商都非常熟悉“工艺优化”这个理念。“工艺优化”致力于为每位客户找到最具生产效率、经济性和可持续性的工艺。工业和科学领域的专家将展示那些甚至可用于高度复杂零件完整生产的制造技术,使制造业更具可持续性。 % B0 k' h. D; j$ H6 d% z4 b
使用精密刀具进行完整加工 3 h$ x3 L( v; h2 L

# @& }1 ]$ b! ^( H. F* L 总部位于德国图宾根市的号恩有限公司可供应25000多种标准刀具以及超过15万种定制化解决方案,市场定位相当广泛。 2 [# t2 A( W' U8 A
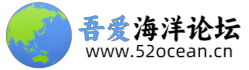
开槽铣削 + p7 W! M$ v- c, r- w$ d
( h+ f5 w- d7 t, m- O$ o0 T
使用不同的号恩刀具在滑座式自动车床上制作“刻度棒”。第一步,车削外径,然后铣削刀片轮廓。使用全宽磨削工艺来制作刀片的上轮廓和下表面。用一把3mm的球头铣刀在刀片上铣出一个方肩,以提取刻度。随后铣削刀片。下一个加工步骤是制作M7×0.5外螺纹,加工完螺纹后,将剩下的轮廓重复制作,再用一个圆形铣盘在外径上铣出两个相对区域,既可将这两个区域的表面作抓手,也可作贴标签区。最后一步是对零件进行攻丝。所有工艺都在一台机器上完成。 5 f2 l8 a |* t8 t# }$ Z; N
车削外螺纹 ( z9 x2 g- s6 G

5 S& C* V/ N; @0 V c' t
“还有一个案例是完整加工喷嘴。”总经理Markus Horn解释说:“这个喷嘴由1.4301不锈钢制成,需要用不同的号恩刀具进行多次加工。为此采用了微量润滑工艺(MQL)。在纵向车削喷嘴时,通过刀架上的冷却液孔对零件润滑,就像加工外螺纹时一样。在喷嘴内部镗孔时,刀身上的冷却孔可以将润滑剂通过钢板输送到切削刃和切削区。所有解决方案均是为MQL定制设计的,所以无需进一步调整。” 2 H$ }% l2 m5 Q* z/ D& ]
“交钥匙已不足以满足客户需求”
K# p4 S% `+ l7 g% y/ U 
2 r$ q% [! E$ k! ]; \8 W* J( u
在一次装夹中完成复杂工件的全部加工,现已成为标准配置。近年的市场走向已清楚地显示磨削需求在不断增长。位于德国特罗辛根市的哈斯马格磨床公司欧洲销售主管Heiko Zimmermann说:“这不仅适用于磨削,最重要的是适用于上游和下游制造工艺。软件无疑是成功的关键。” " I1 h8 A2 l* r- V8 s+ | c
近年来,软件已成为帮助复杂工件制造商向前迈出决定性一步的关键要素。哈斯马格磨床公司的精密专家研发的软件便是一个明证。这款软件允许数字化预磨和可视化加工偏移,能显示工件上的所有细节、不平整处和过渡区,甚至能显示工件表面的残留波纹,以便技工人员进行最精确的调整、修正,以及与机床分离的流程优化。Zimmermann解释说:“结果是明显节省了坯料、磨料,显著缩短了加工时间,实现了颇具竞争力的加工周期。不再一味依靠磨削技术和实际的加工试运行,我们可以提前计算出加工周期,无需浪费机加工时间和资源。” ) x0 a1 G `9 q# _8 n1 @2 y7 N7 z

! P2 H4 \% L# f4 K
随着更有效地利用材料、能源和资源变得越来越重要,生产控制成为另一重大要素,关键是设计、控制整个生产流程。所有工艺组件,比如手动扫描仪、自动化解决方案、洁净系统和贴标机等,都可以根据需要以数字化的方式添加或移除。这就实现了最大的订单透明度,尽管每个订单所需的优先级和工位配置各不相同。还能在生产过程中修改订单、设置加工程序,节省宝贵的加工时间,减少停机时间。
) _2 ~3 N1 v3 |* r; Q9 p1 Y$ y 从流程的角度思考问题
4 J# U6 y0 ?- R2 ^( P6 S1 M# j 
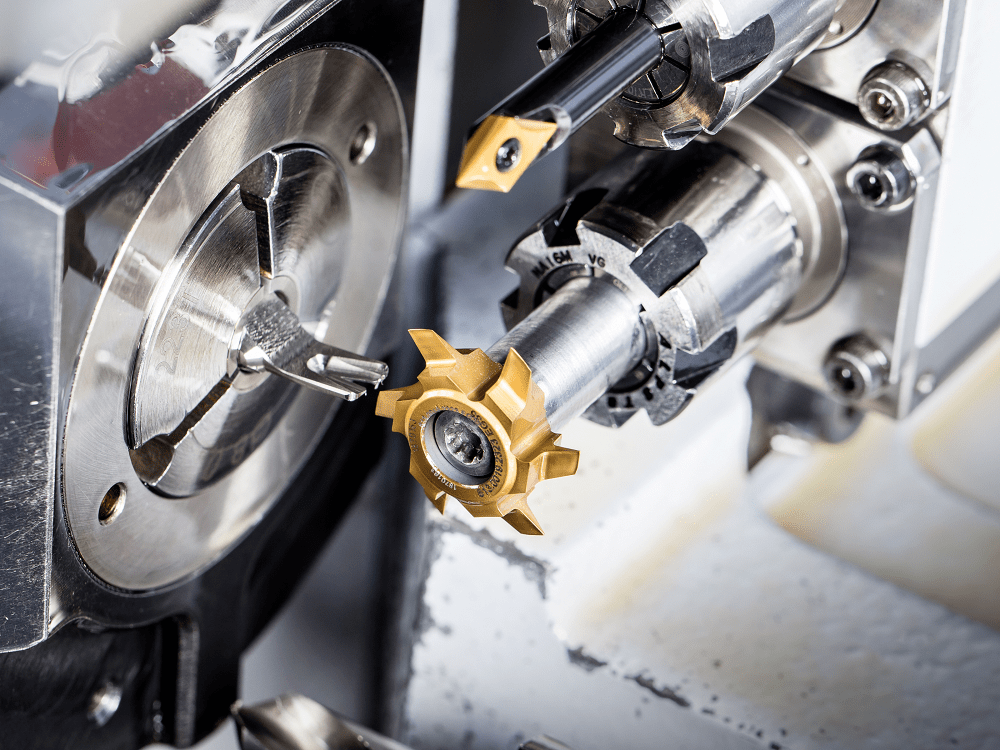
% M* T/ W6 M2 S( H+ l6 G% Q( I 总部位于德国埃斯林根市的因代克斯公司以其高性能车铣机床而闻名,开发出了越来越多的自动化解决方案。因代克斯全球市场经理Rainer Gondek解释说:“这些解决方案主要用于机床的上、下料,也有助于实现基于闭环的自动化流程控制。因代克斯公司将生产、处理、测量/测试和补偿等要素整合进这些解决方案。例如,用户在一台因代克斯自动车床上生产一系列零件,相连的因代克斯机器人单元负责零件的搬运。机器人将坯件从托盘上放入机器,加工完成后取出坯件,将其交给安装在机器人单元中的检测/测量系统,然后将测量好的零件放回托盘。” 0 ?6 m# d& o) n% B/ s
因代克斯闭环 ) c! j8 x" d: V7 [
" l4 Y, t6 U; R, e1 g! d
“这种检测/测量系统会通过智能过程控制(IPC)装置实时读取、记录零件的相关尺寸,通过我们的闭环界面与机器控制装置进行通信。”Gondek解释说:“通过此接口,将传输的测量特征与相关刀具进行匹配,并做适当的修正。这种测量软件用法很简单,用户可以为每个零件指定所需的测量流程(包括高达100%的测量),并定义公差范围和修正特征值。在此基础上更新刀具修正,从而实现连续的自动过程控制,无需操作员干预。这样就能对造成流程不稳定的典型因素(如刀具磨损和热影响)进行补偿,还能让用户随时清楚地获知当前情况。”Gondek表示。
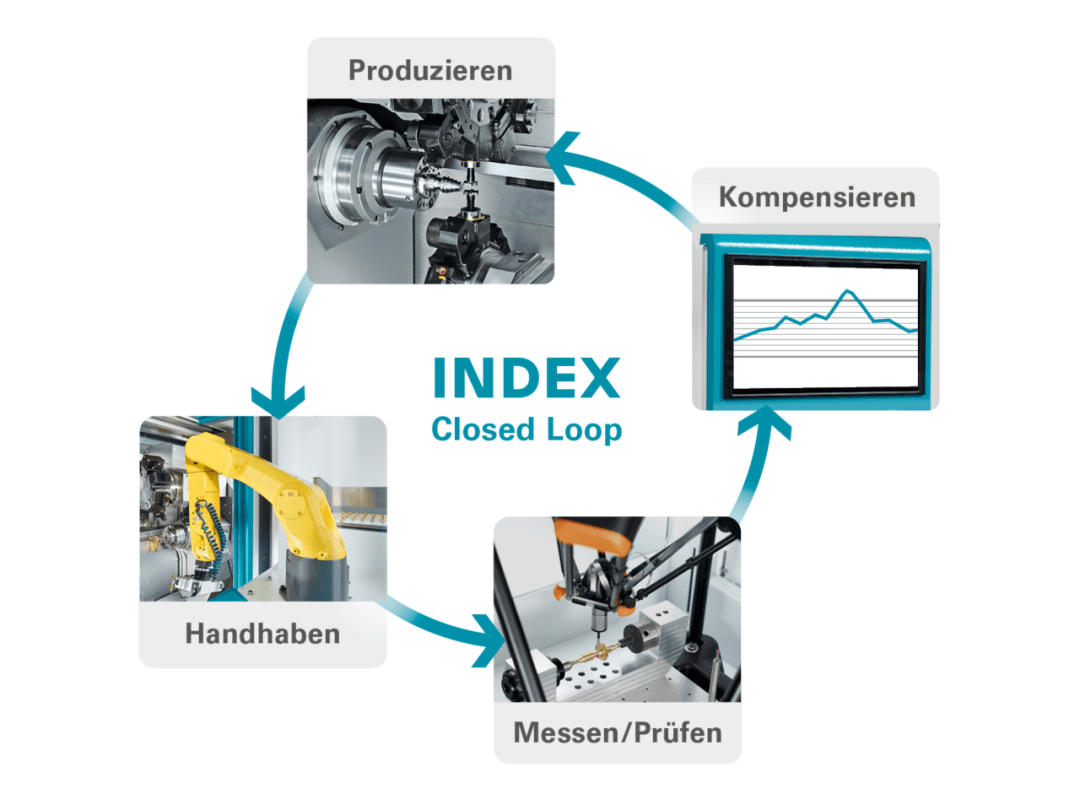
* V, N) K0 \0 U3 y$ X 高动态车削和激光加工 5 ^( y' J0 E1 _4 R8 w7 x6 q9 b

+ s& p( |" ?6 L! G7 r 人们往往将新刀具、新加工理念和新工艺组合等研发成果视作高效生产复杂零件的基础。多特蒙德工业大学机械加工技术研究所(ISF)目前正在探索用于车削加工的新刀具和解决方案,目的是在加工中心上创建可实现完整加工的高动态车削工艺。除了通过增加力的应用来提高刀具的刚性外,还通过优化利用车削/铣削中心的Y、Z和C轴,取代标准刀具。这项工艺的灵活性使得复杂特征的加工更加高效,无需更换刀具,同时刀具的磨损处是沿着切削刃分布的,更加均匀,从而延长刀具的使用寿命。
" Q$ h( v4 N+ U4 L; a) t% U 
$ _; ]- K* e8 O/ s& G0 a; q3 X
/ q9 x( [3 @ r# z4 @6 P( f 除机械加工外,激光加工也为材料加工提供了越来越广泛的可能性,尤其是机械加工/激光加工的组合提供了更多优势。例如,在一台机器上结合深钻工艺进行激光先导孔加工,可大大提高灵活性。激光钻孔可用于在倾斜、弯曲或表面硬化的零件上钻出先导孔,而不会出现刀具偏移或刀具磨损的问题。然后,插入导向孔的单刃钻头可以稳定地加工出高质量的深孔。返回搜狐,查看更多
/ k9 a1 Z' B$ I; d2 K: X4 a% \# m& m5 z$ Q2 z8 N2 y: z
责任编辑: * ]' v5 }. v8 E
9 z. _" T5 ]! [, V/ s8 i/ }
8 V" ?% ~' P8 R8 ? |