|
7 w. Z; `2 X7 w
随着大规模海水淡化工程的实施,其副产的大量浓海水利用问题引起了人们的广泛关注。浓海水不但含盐量高,而且含有海水预处理时的一些化学物质,如果排放不当,将会对土壤、地表水、海洋环境等造成污染。
[" O+ v7 C2 s5 T8 U* | 盐(氯化钠)、镁、钾和溴是四大主要浓海水化学资源,也是化学工业的基础原料及重要产品,因此大量排放具有较高浓度和稳定性质化学资源的浓海水也造成了资源浪费。 由于海水淡化后浓海水中化学物质的浓度提高了约一倍,这为浓海水进行综合利用提供了方便,可降低海水资源综合利用过程中提取化学物质的能量消耗,易于实现工艺联产,从而减少海水淡化的造水成本。因此对浓海水的资源化利用,不仅可以解决其排放对海水水质的影响,还可使化学物质变废为宝,从而提高海水淡化效益、保护生态环境。
# Z- y6 M. _* W 浓海水综合利用进展
8 ~$ t# f% ^1 w' E- y 根据现行的海水淡化工艺,每生产1立方米淡水将副产浓缩海水1.0~2.0立方米。若将副产浓海水资源的80%加以利用,则可形成约120万吨钾肥、12万吨溴素、250万吨镁盐材料和1500万吨精盐的产业链。当2020年海水淡化600万~800万立方米/天的目标实现时,浓海水资源化利用新兴产业的产值将达到400亿元以上。因此,海水资源综合利用,特别是浓海水资源化利用,不仅可获得很好的综合经济效益,而且将为解决国内急缺的钾、溴、锂等矿物的来源以及保护海洋环境做出重要贡献,其前景非常广阔。 浓海水是指海水淡化过程产生的浓缩海水。对于不同的海水淡化工艺(热法或膜法)的淡化厂,其产生的浓海水组成差异较大。国内一些海水淡化厂副产的浓海水组成见表。# U& q7 X; C( I4 @! b5 M& L4 m
0 U# @" m) G% q6 {; K 由表可知,膜法海水淡化工艺副产浓海水的浓缩率较高,在1.6~1.8倍;热法海水淡化的浓缩率较低,在1.2~1.5倍。
( z) J! `* x$ k9 n+ P 1.海水制盐 ! T# h' J* ]8 B( [' H: P) ]
盐是最基础的化工原料,又是人们日常生活的必需品。常用的海水制盐技术主要有两种,即盐田法和电渗析法。 盐田日晒法是古老的制盐方法,也是国内目前仍普遍沿用的方法。制盐的过程包括纳潮、制卤、结晶、采盐、贮运等步骤。我国盐田法海水制盐历史悠久,2012 年海盐产量达3100万吨,居世界首位。
{& m1 Q j- H2 N+ o' S 盐田法(图源网络) 多年来,我国在“深、新、长制盐结晶工艺”、池板防渗、塑膜苫盖和盐用机械化方面有了很大进步。但是,盐田日晒法制盐技术受环境影响很大,海水的盐度、季节变化、地理位置、降雨量、蒸发量等因素都会直接影响盐的产量,并且这种方法占用的土地资源很大,尤其是随着滨海地区经济高速发展,土地资源日益紧张,盐田法海水制盐的进一步发展将受到制约。 3 r! Z E! {' ?0 q
盐湖(图源网络) 电渗析法是随着膜分离技术发展而产生的一种新的制盐方法,该法通过选择性离子交换膜电渗析浓缩制卤,真空蒸发制盐。可以充分利用海水淡化所产生的大量含盐量高的浓海水为原料来生产盐。与盐田法相比,电渗析法节省了大量的土地,而且不受季节影响,且节省人力。 例如,生产15万吨盐,盐田法占地近500公顷,电渗析法仅需20~30公顷;电渗析法所需人员只有盐田法的1/10~1/20。日本是目前世界上唯一用电渗析法完全取代盐田法制盐的国家,工厂化海水制盐年产量为150万吨。+ E4 m7 a0 I0 n( s5 s8 U
2.海水提钾
$ ]7 E+ f% Z$ h) _ @% m9 y 钾为植物生长的三大要素之一。据统计,世界平均氮磷钾肥的施用比例为1 :0.5:0.4,钾肥的总消费量在6000万吨/年(实物量)。由于陆地钾矿分布不均匀,全球陆地可溶性钾矿的储存和生产90%集中在加拿大、俄罗斯、乌克兰、德国、以色列、约旦、美国等7个国家,而绝大多数国家钾矿贫乏,依赖进口,因此世界众多沿海国家致力于海水钾资源的开发。
3 N, Y# W3 Y: W( A% Q: l& r" _ 自1940 年挪威科学家Jilland提出第一个海水提钾专利至今,已有化学沉淀法、溶剂萃取法、膜分离法、离子交换法和综合流程法等五种技术路线的百余个专利方法。海水提钾方法及工业化的中间试验均取得了阶段性成功,但因海水的组成复杂、浓度稀薄,造成高效分离提取钾盐技术难度大,特别是经济上不易过关,所以均未能实现工业化。因此,海水提钾过经济关、实现工业化是一项世界性的技术难题。 我国政府高度重视海水钾资源的开发,经过近30年的不懈攻关,具有我国原创性自主知识产权的沸石离子筛法海水提钾技术已取得了技术经济的重大突破。开发出沸石离子筛法海水提取钾肥高效节能技术,并成功地完成了百吨级中试和万吨级工业试验,获得了产业化技术。
: n8 g- x9 [+ e9 @- X9 D& o! E% B/ l
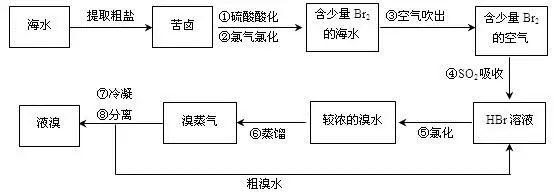
& P7 t. z- y. [* U- D0 M! t 3.海水提溴 1 I s' F- T# w( s
溴素是重要的精细化工原料,广泛地应用于阻燃剂、制药、制冷、电子化学品等行业。全世界溴素的产量在40万~50万吨/年,其中约20%来自海水,其余来自盐湖水和地下井卤。溴素是第一个直接从海水中发现并成功分离提取的元素。目前,从海水提取溴素的工艺技术有空气吹出法、溶剂萃取法、吸附法和沉淀法等。其中,工业化工艺主要是由美国DOW化学公司开发的空气吹出法。
- l7 f1 b2 S5 X
o- [& U( f& G 我国溴素年产量在12万~15万吨,其中以山东地区的地下卤水为原料利用空气吹出法生产的溴素占全国溴素生产量的90%以上,剩余的部分则是以海水制盐过程中的中度卤水为原料采用空气吹出法或水蒸气蒸馏法进行生产。但是,随着近年来的过度开发,地下卤水含溴品位急剧下降,将无法保证我国溴素及相关产业的可持续发展,因此,直接开发海水或淡化后浓海水中溴素资源已提上日程。 由于海水中溴浓度较低,采用空气吹出法直接从海水提溴则存在着吹出塔设备庞大、电耗高等问题。为此,近年来国内外相继提出了聚乙烯管式膜法、表面活性剂泡沫解吸法、离子交换吸附法、液膜法、气态膜法等新的提溴工艺方法,以期取代空气吹出法。) G( ^3 i/ a, P, E( n' P. I
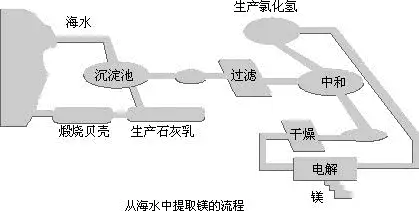
4.海水制镁
, t6 {- `4 `0 C3 z 镁及镁化物是重要的工业原料,在合金材料、耐火材料、建筑材料和环保材料等行业具有广泛用途。镁在海水中含量仅次于钠,储量极丰,如果镁盐不能合理开发利用便无法实现可持续开发的海水综合利用。在国外,利用沉淀法由海水制取氢氧化镁、高纯氧化镁技术经过几十年的发展,已形成数百万吨的产业化规模。在我国,海水中镁资源的开发利用仅限于利用海盐苦卤生产氯化镁和硫酸镁,年产量在40万~50万吨。 从发展趋势看,功能性镁化物的开发愈来愈受到重视。首先,氢氧化镁作为工业废气、废液处理的环保型碱性中和剂,在发达国家得到广泛应用,美国、日本等国家的使用量均已达百万吨以上。我国环保型氢氧化镁浆的开发刚刚起步,随着人们环保意识的增强和国家环保法规的健全,市场潜力巨大。其次,氢氧化镁作为新型无机阻燃剂,由于其特有的抑烟、无二次污染等特色,愈来愈得到重视,市场开发前景广阔。
7 \. Q; ~( ^. d& j+ Q
: q# N: A# n N: B5 S 5.海水提锂 : P$ G# S; ?2 F4 r
锂是自然界中最轻的金属,被公认为推动世界进步的能源金属。锂及其盐类是国民经济和国防建设中具有重要意义的战略物资,也是与人们生活息息相关的新型绿色能源材料,特别在化学电源、新合金材料、核聚变发电等高技术领域具有广阔的发展前景。目前全世界锂的消耗量约为30万吨/年,并以每年7%~11%的速度持续增长。然而,世界上陆地锂资源总量约为1700万吨(折合金属锂),远不能满足锂的远景市场需要。相比之下海水锂资源总量约2400亿吨,资源量非常巨大,因此,近些年来国内外科研工作者开始探索海水提锂的技术,并取得了一定的进展。 日本、美国等工业发达国家已从事多年海水提锂的研究,并取得了显著的进展。在海水提锂研究中主要应用溶剂萃取法和吸附剂法。由于海水中锂浓度仅为0.17mg/L,吸附剂法被认为是最有前途的海水提锂方法。# j9 Q! L2 J5 G
# J# b* m# Y* h, i5 t/ y4 K9 ] 6.海水提铀
1 K* W6 D7 ?* z6 f. E 铀是核工业原料。随着世界核能事业的发展,对铀的需求也与日俱增。进入21世纪,全世界平均每年消耗约7万吨U3O8,而陆地铀的总储量只有300万吨U3O8,即使把低品位的铀矿及其副产品铀化物以及所有库存、废铀重新处理等也计算在内,总量也不会超过500万U3O8,仅够人类使用几十年。
0 S% A: t4 H& Z4 m7 z 从20世纪70年代开始,英国、美国等国开始进行从海水中提取铀的研究,而后日本在1973年也开始这方面的工作,分别提出了几种海水提铀的方法和途径,并进行了应用试验。目前从海水中提取铀的方法主要有:吸附法、共沉淀法、泡沫浮选法、生物法、离子交换法和液膜萃取法等。其中,吸附法是目前研究最热门的方法。吸附法海水提取铀是由吸附、脱附、浓缩、分离等工序组成,其最重要的是要研制高性能的吸附剂。对铀吸附剂的要求是吸附量大、吸附效率高,价廉而耐用,在海水的条件下易回收,并且容易洗脱。 7.海水提重水
+ c' c, N0 G% M* I3 {( k9 B/ x3 H 重水(D2O)是核裂变反应必需的辅助原料,也是制造重氢的基本原料。压水堆是我国核电发展的主流技术,而重水堆因其独特的堆芯设计和运行特点,在技术上具有一定的竞争优势。立足于这些技术优势,通过对重水堆技术的开拓创新,可使重水堆具备“一堆多产”的能力,并且具备与压水堆“互补运行” 的特点。近年来,秦山三核的技术人员立足于重水堆的技术优势,不断开拓创新重水堆技术,取得可喜成绩。此外,随着可控核聚变技术的日趋成熟,重水的需求量将日益扩大。 重水主要赋存于海水中,总量可达250万亿吨。重水现在已是核反应堆运行不可缺少的材料,因此从海水中提取重水将成为重点发展的方向。
! M3 R/ k ^& E 文章内容节选自《海水淡化技术与工程》,主编高从堦,阮国岭 7 q5 c* M( x" ^ W7 O) `
图片来自网络,侵删 4 ]+ T! i9 z" D' p; k0 z, u4 m7 ^+ z K
项目联系销售部: 18248489896 陈经理' p6 c+ q' Q2 u" ^. ?
/ V4 d- ?4 h9 K0 Z6 K3 H9 w - REVIEW - ; O* N2 T% H" S! w; r3 \
, T: \+ h& k+ c8 @( v- N2 n
6 g' A2 [0 q0 ^" Q+ p4 ^& [ + D. q% C: g' u
& h, ]# P- s- P, z: U* H0 v7 Y . }. W) j. F* k; Q
8 l, V" Q3 z9 e
上拓风采 * t% k3 R9 ?3 J1 O7 G
- |3 k8 |; L1 Y( i+ R
- r$ [/ v. h1 T( M0 f1 w: T / X9 ]( e5 L0 r6 {! \% c$ ?; ?$ ~& H6 S
3 Y5 f f; j( V0 Q) A# n
# f( S- d7 P3 g- M9 c " Q' n E3 h. ]7 G1 h' o
+ _& }2 H5 r+ ?% j Q M. k" \3 Y' P& X; A3 _! `
0 ?$ D$ a6 a5 `% ^
* W& S* ` D9 H7 d2 R3 v" Y$ x |